Forming and cutting at high strain rates Part 3: Deep drawing
{kind=link}
Abstract
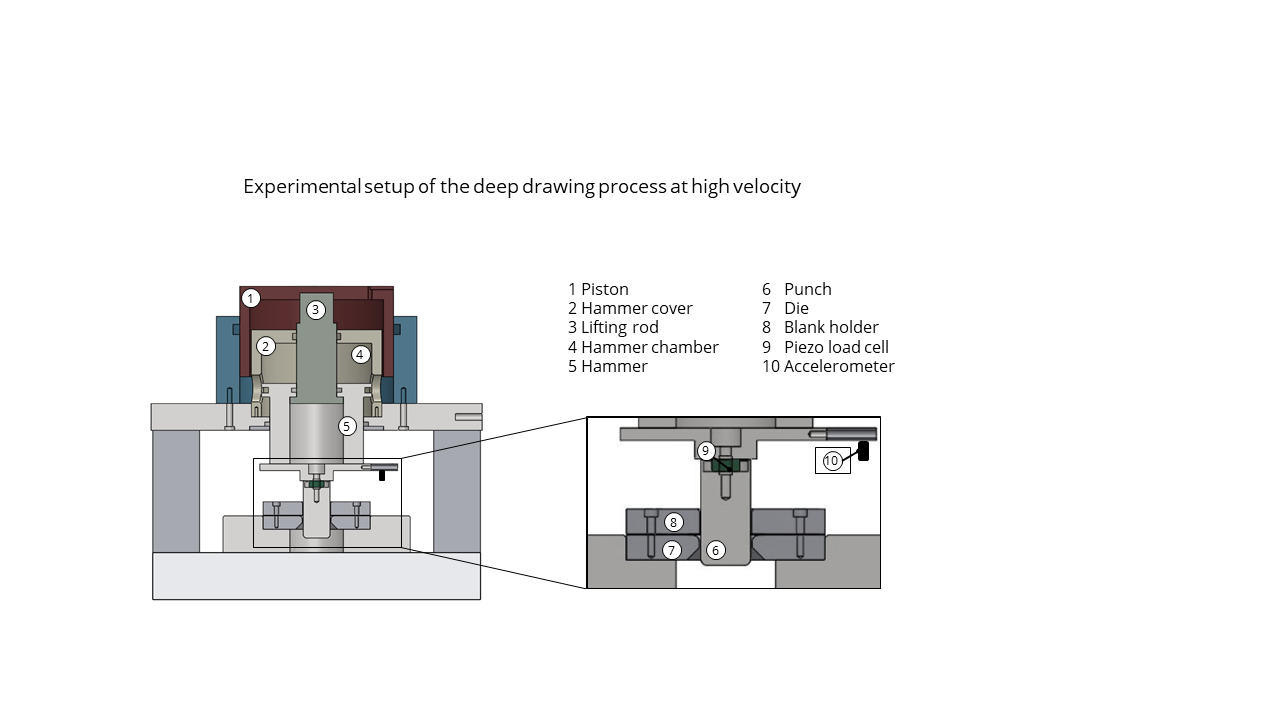
Based on the material properties determined in "Forming and cutting at high strain rates Part 1" and "Part 2", the applicability of the methodology and the material characteristics are verified using a deep drawing process with strain rates up to 100 1/s. This data collection includes the material and failure characteristics of the deep drawing steel DC06 at high strain rates and a FE-model for deep drawing at high velocities. The numerical model as well as experimental and numerical results are first presented in doi.org/10.1088/1757-899X/1238/1/012047.